در ادامه سری آموزش های نرم افزار cura از وبسایت پرینت سه بعدی ماهان اصفهان،به سراغ تنظیمات ساپورت گذاری در نرم افزار cura می رویم.تنظیمات ساپورت گذاری قطعه از اهمیت بالایی برخوردار است و ساپورت گذاری اشتباه می تواند ظاهر قطعه را به شدت تحت تاثیر قرار دهد.قبل از شروع صحبت راجع به تنظیمات ساپورت باید بدانیم اصلا ساپورت چیست و چه کاربردی در پرینت سه بعدی قطعات دارد. همان طور که می دانید پرینت سه بعدی در روش fdm به صورت لایه لایه و از پایین ترین لایه قطعه تا بالاترین لایه آن انجام می گیرد.حال اگر در پرینت لایه های بالاتر، زیر بخش هایی از قطعه هیچ قسمتی وجود نداشته باشد مواد مذاب فیلامنت در واقع روی هوا پرینت شده و سبب خراب شدن قطعه می شود.جهت جلوگیری از این موارد قسمت های پشتیبان(ساپورت) زیر بخش های معلق پرینت شده،تا امکان پرینت آن قسمت های معلق از قطعه نیز وجود داشته باشد. البته امکان پرینت سه بعدی به صورت معلق تا زوایایی امکان پذیر است که در ادامه اشاره خواهد شد. در ادامه مهم ترین تنظیمات قسمت ساپورت را بررسی می کنیم.
با فعال یا غیر فعال کردن این قسمت تعیین می کنیم که اصلا ساپورت گذاری در قطعه خود نیاز داریم یا نه.بسته به نوع قطعه ممکن است نیاز به ساپورت داشته باشد یا نداشته باشد.اما پیشنهاد ما این است که حداقل در تجربه های ابتدایی اسلایس قطعه همیشه تیک قسمت ساپورت فعال باشد.حتی با وجود فعال بودن ساپورت می توان ساپورت گذاری را در قسمت هایی از قطعه حذف کرد که در ادامه به آن اشاره خواهد شد.
support placement
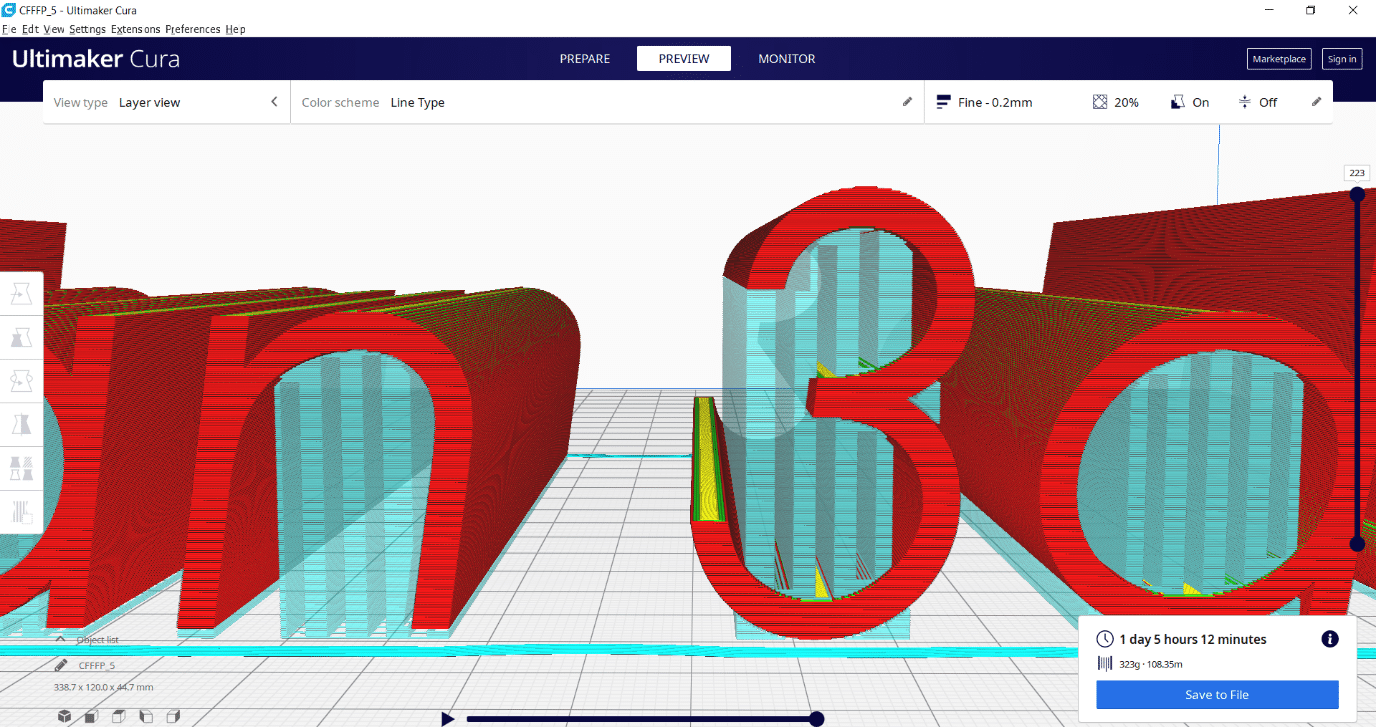
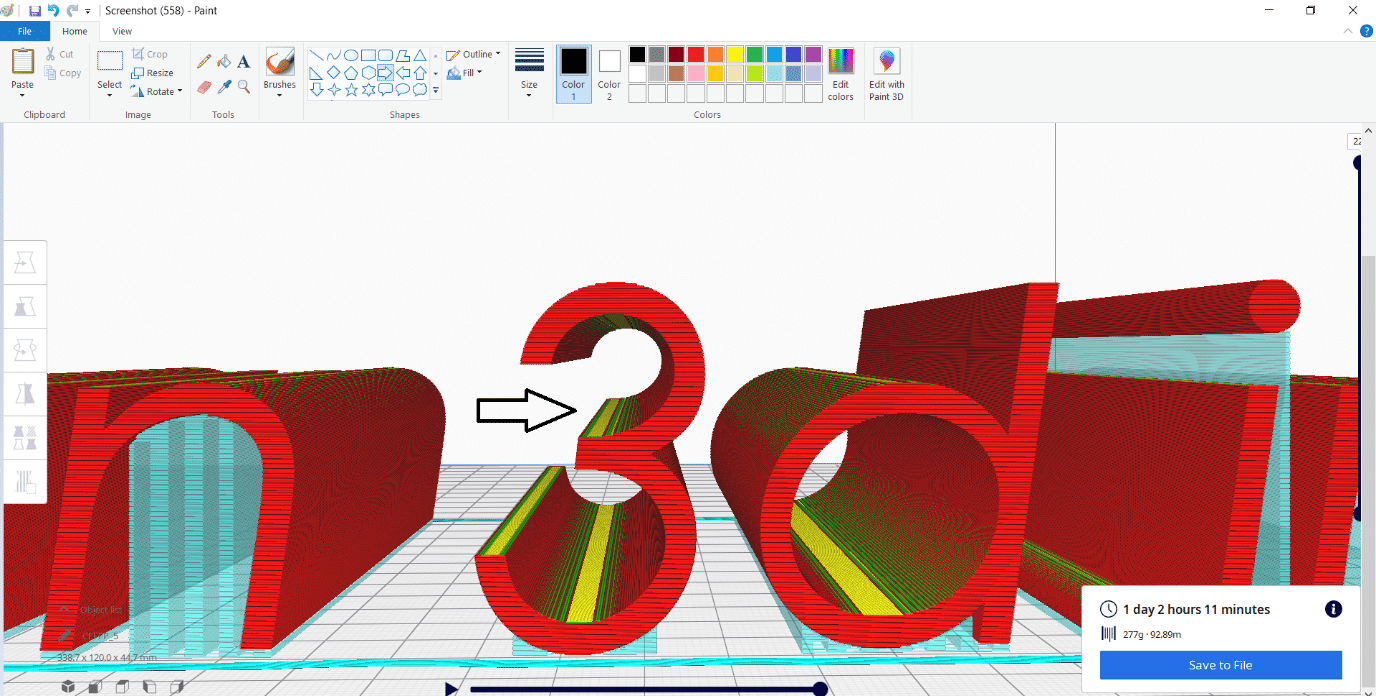
در صورتی که این قسمت روی everywhere باشد ساپورت گذاری در تمامی قسمت های قطعه انجام می گیرد.ولی اگر روی touching buildplate باشد فقط قسمت هایی از قطعه ساپورت می گیرند که از اولین لایه نیاز به ساپورت در آن قسمت توسط نرم افزار تشخیص داده شده باشد و قسمت های دیگر ساپورت نمی گیرند.حتی اگر نیاز به ساپورت داشته باشند.در تصویر زیر این موضوع مشخص شده است:
قسمتی که با فلش مشخص شده است نیاز به ساپورت دارد ولی چون از لایه اول نیاز به ساپورت نداشته در تنظیمات touching buildplate این قسمت ساپورت گذاری نمی شود.
support overhang angle
در این قسمت می توان مشخص کرد که تا چه زاویه ای قسمت های معلق قطعه بدون ساپورت پرینت سه بعدی شوند.اگر مقدار این زاویه روی 0 درجه باشد،اسلایسر برای تمامی قسمت های معلق قطعه ساپورت تولید خواهد کرد و اگر این زاویه روی 90 درجه باشد تمامی قسمت های معلق قطعه بدون ساپورت پرینت خواهد شد.بسته به قطعه مورد نظر انتخاب زاویه بین 40 تا 60 درجه برای ساپورت گذاری مناسب خواهد بود.
در این قسمت می توان الگوی پرینت ساپورت ها را مشخص کرد. الگوی zig-zag بهترین الگو ساپورت از نظر راحتی جدا شدن از قطعه اصلی و همچنین سرعت پرینت است. بعد از zig-zagالگوی lines از لحاظ راحتی جدا شدن از قطعه بهترین است. الگوی triangles محکم ترین الگوی ایجاد ساپورت در بین الگوهای دیگر است که در آن ساپورت های قطعه محکم تر بوده و جدا کردن آن از قطعه اصلی سخت تر است.
support density
در این قسمت می توان میزان تراکم ساپورت ها را مشخص کرد.هرچقدر میزان تراکم بالاتر باشد ساپورت ها سخت تر از قطعه اصلی جدا می شوند در قطعه هایی که قسمت های معلق 90 درجه دارند بهتر است میزان تراکم ساپورت ها بیشتر باشد.در حالت کلی پیشنهاد می شود که میزان تراکم ساپورت ها بین 15 تا 20 درصد باشد.
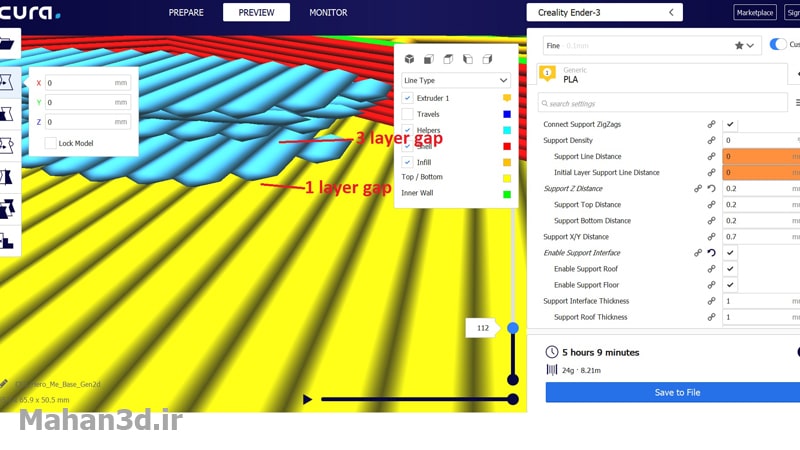
این قسمت که خود به دو قسمت top distance و bottom distance تقسیم می شود میزان فاصله یا gap عمودی بین قطعه اصلی و ساپورت را مشخص می کند.که این میزان فاصله سبب می شود که ساپورت راحت تر از قطعه اصلی جدا شود.با استفاده از گزینه های این بخش می توان فاصله ساپورت تا قطعه اصلی را در دو قسمت پایینی و بالایی ساپورت تعیین کرد.
enable support interface
یک بخش مهم در تنظیمات ساپورت گذاری فعال کردن enable support roof و enable support floor است.با فعال کردن این دو قسمت بین ساختار اصلی ساپورت و قطعه اصلی چند لایه واسط پرینت می شود.این لایه های واسط سبب می شوند که ساپورت به طور مستقیم به قطعه اصلی نچسبد و در نتیجه جداسازی آن از قطعه نهایی آسان تر بوده و همچنین اثر ساپورت ها بر روی قطعه نهایی کمتر خواهد بود.پیشنهاد ما این است که در تنظیمات ساپورت گذاری حتما این دو گزینه را فعال کنید.












نظر خود را بنویسید