

تنظیمات retraction و فن در نرم افزار cura
در ادامه سری آموزش های نرم افزار cura از وبسایت پرینت سه بعدی اصفهان،به سراغ منوی travel از این نرم افزار می رویم.
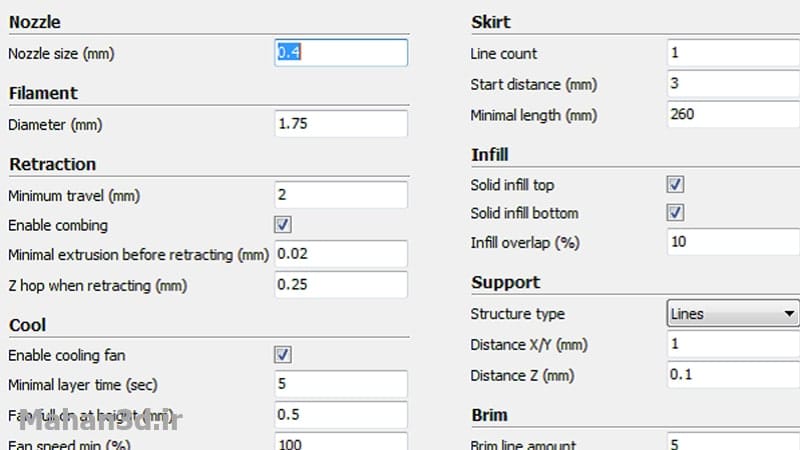
-enable retraction:
این گزینه امکان فعال سازی retraction را به ما می دهد.ابتدا باید به این سوال پاسخ دهیم که retraction چیست؟
retraction به معنای تو کشیدن است و در پرینتر سه بعدی برای تو کشیدن فیلامنت به کار میرود.گاهی اوقات سیستم هد یا اکسترودر برای پرینت سه بعدی قطعه،لازم است از نقطه ای از قطعه به سمت نقطه ای دیگر حرکت کند،بدون این که فیلامنتی از نازل خارج شود.در این حالت با فعال کردن تنظیمات retraction می توان میزان و سرعت مکش فیلامنت به سمت داخل را تعیین کرد.خارج شدن فیلامنت از نازل در زمان اشتباه می تواند ظاهر قطعه را تحت تاثیر قرار دهد.
با زدن تیک این قسمت retraction فعال می شود.
-retract at layer change:
با فعال کردن این قسمت پس از اتمام پرینت یک لایه و قبل از شروع پرینت لایه بعد،retract فیلامنت صورت می گیرد.
-retraction distance:
در این قسمت می توان تعیین کرد که در هنگام retraction چند میلی متر فیلامنت به تو کشیده شود.این مقدار بسته به نوع فیلامنت مصرفی و یا حتی برند مصرفی فیلامنت می تواند متفاوت باشد و مقدار آن باید توسط شرکت سازنده فیلامنت تعیین شود.
-retraction speed:
در این قسمت می توان سرعت برگشت فیلامنت را مشخص کرد.عدد مناسب این گزینه نیز بسته به نوع و برند فیلامنت متفاوت است.
منوی cooling:
با استفاده از گزینه های این قسمت می توان روی فن قطعه(یا فن سر نازل) تنظیمات دلخواه را اعمال کرد.
Enable print cooling:
در صورتی که این گزینه فعال باشد،فن سر نازل نیز(که عمدتا از فن های حلزونی برای این قسمت استفاده می شود)فعال خواهد بود.اما چه زمانی لازم است که فن قطعه فعال باشد؟
پاسخ کاملا به نوع فیلامنتی که استفاده می کنید بستگی دارد.وظیفه این فن این است که به خنک شدن آخرین لایه در حال پرینت کمک کند،تا هنگام پرینت لایه بعد،لایه قبلی حالت مذاب نداشته باشد و سبب خراب شدن ظاهر قطعه شود.به عنوان مثال فیلامنت های pla عمدتا برای پرینت سه بعدی نیاز به این فن دارند.مگر این که قطعه پرینتی بزرگ باشد و هنگام جابجا شدن هد دستگاه برای پرینت قسمتی از قطعه،قسمت دیگر خود فرصت خنک شدن(بدون فن) داشته باشد.
اما فیلامنت abs بخاطر خاصیت انقباضی خود نه تنها نیازی به فن قطعه ندارد،بلکه در صورت روشن بودن آن،سبب عدم چسبندگی مناسب قطعه به صفحه بد و یا ایجاد قاچ و ترک بر روی قطعه خواهد شد.
در مورد فیلامنت های مختلف دیگر نظیر pc،wood،flexible و… تنظیمات فن قطعه متفاوت است که می توانید در قسمت مقالات ”انواع فیلامنت پرینتر سه بعدی” مشاهده بفرمایید.
-fan speed:
این گزینه سرعت چرخش فن قطعه را مشخص می کند که قرار دادن آن روی 100 درصد به معنای کار کردن فن با حداکثر توان است.البته میزان سرعت چرخش فن قطعه را داخل نمایشگر دستگاه و در قسمت fan speed می توان کنترل کرد.
-initial fan speed:
با استفاده از این گزینه می توان میزان چرخش فن در لایه اول را با درصد مشخص کرد.برای چسبندگی بهتر قطعه به سطح بد در لایه اول،بهتر است که فن قطعه در این لایه غیر فعال باشد.صرف نظر از این که از چه نوع فیلامنتی استفاده می شود.
کلید واژه:تنظیمات retraction و فن در نرم افزار cura








نظر خود را بنویسید